|
|
|




















|
|


Sono ora online in chat
Certificazione
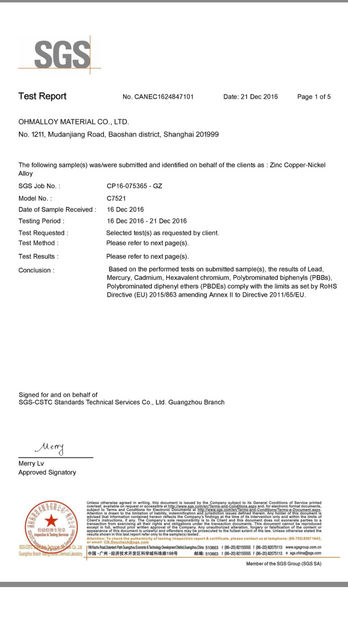
4J52 Hermetic Sealing Tube CTE 7.6*10^(-6)/°C AS9100 Compliant
|
Dettagli:
Termini di pagamento e spedizione:
|


Descrizione di prodotto dettagliata
| Materiale: | Lega52 | Tipo di materiale: | Lega di precisione |
|---|---|---|---|
| Diametro: | 0.05mm~10mm | Pacchetto: | Bobina e bobina |
| Peso della bobina: | 5 ~ 50 kg | Nome comune: | FeNi52 |
| Applicazione: | Sigillo in metallo in vetro | Chimica: | Fe, Ni lega |
| Tipo in lega: | Lega di espansione | ||
| Evidenziare: | hermetic sealing tube CTE 7.6,AS9100 compliant sealing tube,precision alloy hermetic tube |
||
4J52 Hermetic Sealing Tube CTE 7.6*10^(-6)/°C AS9100 Compliant
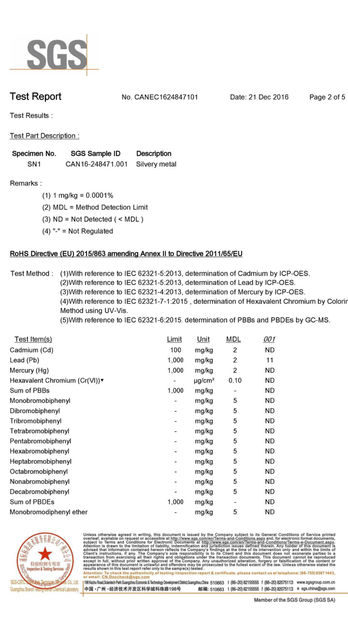
Product Description
Alloy 52 Hermetic Sealing Tube (Vacodil 52) | CTE 9.9×10^(-6)/°C | AS9100 Compliant | Glass-to-Metal Seals | Aerospace & Medical Grade
Technical Specifications
Property Value Standard
Composition Ni 51.5±0.3%, Cr 0.15±0.05%, Mn 0.8%, Si 0.15%, Bal. Fe ASTM F30
CTE (20-450°C) 9.9±0.2x10^(-6)/K ASTM E228
Glass Matching Range 8.8-10.5×10^(-6)/K (DW-30 to Corning 7052) ISO 3585
Sealing Temperature 850-1000°C (H2 atmosphere) MIL-STD-889
Leak Rate Performance <1×10^(-11) mbar·L/s (He) ASTM E493
Global Standards Compliance
Region Standard Designation
Aerospace AS9100 Rev. D -
USA ASTM F30 UNS K94610
Europe EN 10305-4 FeNi52
Medical ISO 13485 -
Vacuum ASTM E493 Hermetic Seals
Material Characteristics
Thermal Expansion Control:
- Precise CTE tuning through nickel content (48-53% Ni)
- Curie point increases linearly with Ni% (400-520°C range)
- Minimal thermal hysteresis during thermal cycling
Microstructural Requirements:
- Grain size: ASTM 7-8 (30-50μm) for optimal deep-drawing
- Inclusion rating: ASTM E45 ≤1.0 (Type A & B)
- Surface oxide control: <0.5μm thickness
Glass Matching Guide
Glass Type CTE (×10^(-6)/°C) Matched Alloy 52 Variant
Corning 7052 (Borosilicate) 4.6 Ni 52% (Standard)
Schott 8250 9.9 Ni 51.5%
DW-30 (Tungsten Seal) 10.5 Ni 53%
Alumina Ceramic (96%) 6.8 Ni 50% + Cu modifier
Normal composition%
| Ni | 51.5~52.5 | Fe | Bal. | Co | - | Si | ≤0.3 |
| Mo | - | Cu | - | Cr | - | Mn | ≤0.8 |
| C | ≤0.05 | P | ≤0.02 | S | ≤0.02 |
Typical Physical properties
| Density (g/cm3) | 8.25 |
| Electrical resistivity at 20ºC(ohm.mm2/m) | 0.43 |
| Temperature factor of resistivity(20ºC~200ºC)X10-6/ºC | 9.8~11 |
| Thermal conductivity, λ/ W/(m*ºC) | 16.7 |
| Curie point Tc/ ºC | 520 |
| Elastic Modulus, E/ Gpa | 144 |
Coefficient of expansion
| θ/ºC | α1/10-6ºC-1 | θ/ºC | α1/10-6ºC-1 |
| 20~-60 | 20~100 | 10.3 | |
| 20~-40 | 20~200 | 10.4 | |
| 20~-20 | 20~300 | 10.2 | |
| 20~-0 | 20~350 | 10.3 | |
| 20~50 | 20~400 | 10.3 | |
| 20~100 | 20~450 | 10.3 | |
| 20~150 | 20~500 | 10.3 | |
| 20~200 | 20~600 | 10.8 |
Typical Mechanical properties
| Tensile Strength | Elongation |
| Mpa | % |
| 641 | 14 |
| 689 | 9 |
| 731 | 8 |
| The heat treatment process | |
| Annealing for stress relief | Heated to 530~550ºC and hold 1~2 h. Cold down |
| annealing | In order to eliminate hardening, which be bring out in cold-rolled, cold drawing process. Annealing needs heated to 830~880ºC in vacuum,hold 30 min. |
| The stabilization process |
In protective media and heated to 830 ºC, hold 20min. ~ 1h, quench
Due to the stress generated by quenching, heated to 315ºC,hold 1~4h.
|
| Precautions |
Can not be hardened by heat treatment,
Surface treatment can be sandblasting, polishing or pickling. Alloy can be used 25% hydrochloric acid pickling solution at 70 ºC to clear oxidized surface
|
Grain size of Alloy52
The grain size of the alloy deep-drawing belt should not be less than level 7, and the grain size less than level 7 should not exceed 10% of the area. When the average grain size of the strip with a thickness of less than 0.13mm is estimated, the number of grains along the thickness of the strip should be no less than 8.
Welding performance of Alloy52
The combined gold has good welding performance and can be brazed and spot welded. The combination of gold and soft glass should be pre-oxidized before sealing.
Coefficient of Expansion
| Alloy | Linear Coefficient of Thermal Expansion a,10-6/°C | |||||||
| 20-200°C | 20-300°C | 20-350°C | 20-450°C | 20-500°C | 20-600°C | 20-700°C | 20-800°C | |
| Kovar | 10.4 | 10.2 | 10.3 | 10.3 | 10.3 | 10.8 | / | / |
Heat Treatment For Alloy52
(1) Stress relief annealing In order to eliminate the residual stress of parts after machining, stress relief annealing is required: 430~540℃, heat preservation 1~2h, furnace cooling or air cooling. [1]
(2) Intermediate annealing In order to eliminate the work hardening phenomenon caused by the alloy in the process of cold rolling, cold drawing and cold stamping, in order to facilitate the continued processing. The workpiece needs to be heated to 700~800℃ in a vacuum or protective atmosphere for 30~60min, then furnace cooled, air cooled or water quenched.
(3) Pre-oxidation treatment When the combined gold is used as a sealing material, it should be pre-oxidized before sealing. A uniform and dense oxide film is formed on the surface of the alloy. The parts are heated in saturated wet hydrogen at 1100°C for 30 minutes, and then oxidized in the air at about 800°C for 5-10 minutes. The weight gain of the parts should be 0.1~0.3mg/cm2
Company Profile
![]()
Customer Photos
![]()
Exhibition
![]()
Production Process
![]()
Testing Equirement
![]()
![]()
Shipment
![]()
Contact Us
![]()
Dettagli di contatto
Ohmalloy Material Co.,Ltd
Persona di contatto: Mr. Qiu
Telefono: +8613795230939
Invia la tua richiesta direttamente a noi
Più Leghe di precisione
-
Leghe a base di nichel per forno a vuoto
-
lega magnetica permanente di precisione 3J53 simile alla portata C del Ni
-
Tubo capillare della lega di precisione di Invar36 FeNi36 utilizzato nell'industria della medicina
-
Azione pronte di qualità superiore della metropolitana di Kovar/metropolitana 4J29/29HK del tubo
-
Cavo Ni33Co17 della lega del Ni Co del Fe di espansione per ceramica di sigillatura e di corrispondenza
-
Constant Elastic Alloy 0.125mmx25mm 3J53 Strip for Spring