|
|
|




















|
|


Sono ora online in chat
Certificazione
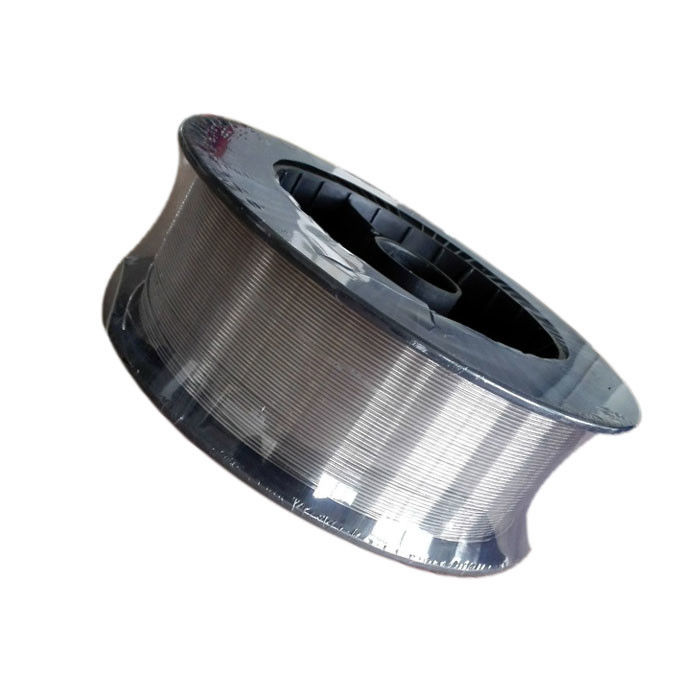
Il termale HRB75 spruzza il cavo 1.6mm NiAl95/5 nichela il cavo di alluminio
|
Dettagli:
Termini di pagamento e spedizione:
|



Descrizione di prodotto dettagliata
| Materiale: | Ni95% Al5% | Diametro: | 1.6mm, 2.0mm |
|---|---|---|---|
| Pacchetto: | 15kg/spool | Applicazione: | Rivestimento termico dello spruzzo |
| Modo di spruzzatura: | vaporizzazione mediante arco elettrico | Durezza tipica: | HRB75 |
| Forza schiava: | 10000 PSI | Efficienza del deposito: | 70% |
| Evidenziare: | NiAl95/5 nichelano il cavo di alluminio,cavo dell'alluminio del nichel di 1.6mm,Cavo termico dello spruzzo HRB75 |
||
1.6mm NiAl95/5 nichelano il cavo termico dello spruzzo del cavo di alluminio per i sistemi a spruzzo dell'arco
PANORAMICA DEL PRODOTTO
NiAl95/5 è un cavo solido specificamente progettato per i sistemi a spruzzo dell'arco. È auto-legame alla maggior parte dei materiali e richiede la preparazione della superficie minima. Le forze schiave al di sopra di 9000 PSI possono essere raggiunte sulle superfici regolari pulite. La rugosità della superficie lavorando, digrigna il brillamento o frantumare può aumentare la forza schiava fino a 10.000 PSI. NiAl95/5 esibisce la buona resistenza all'ossidazione ad alta temperatura ed abrasione e la resistenza eccellente per urtare e piegare. NiAl95/5 può essere lavorato e frantumato ad un rivestimento di 5 micro pollici. È un auto-legame, un materiale di punto ed è inoltre adatto ad accumulazione ed a ripristino dimensionale alle delle leghe basate a nichel. PMET 885 è ampiamente usato come cappotto schiavo per i soprabiti termici successivi dello spruzzo e come materiale una tappa dell'accumulazione per ripristino dimensionale dei motori di aerei.
CARATTERISTICHE TIPICHE DEL DEPOSITO:
Durezza tipica di Þ: HRB 75
Forza schiava di Þ: 10000 PSI
Tasso di deposito di Þ: 10 lbs/hr/100A
Efficienza 70% del deposito di Þ
Copertura del cavo di Þ: 0,9 oz/ft2/mil
Struttura di superficie di Þ * variabile
Fabbricabilità di Þ buona
Coefficiente di Þ del Exp termico. 7x10-6 in/in°F
(1000°F)
* dipende da pressione d'aria usata
PREPARAZIONE DELLA SUPERFICIE
La superficie dovrebbe essere metallo pulito e bianco, senza gli ossidi (ruggine), la sporcizia, il grasso, o l'olio sulla superficie da ricoprire. Nota: È meglio da non trattare le superfici dopo la pulizia.
Il metodo raccomandato di preparazione è di digrignare lo scoppio con i 24 ossidi di alluminio della maglia, la frantumazione approssimativa, o la macchina ruvida in un tornio.
APPLICAZIONE
Cappotto schiavo di Þ
Ripristino dimensionale di Þ
SPECIFICAZIONE
95Ni 5Al, PWA 36937 per Rev H di PWA 271-37,
GEAE C07-042 per GE SPM 70-49-38,
B50TF56-S11/CL A (Chem solo), CFMI CP6039 per 70-48-14,
Honeywell FP5045, tipo XV nichela di alluminio
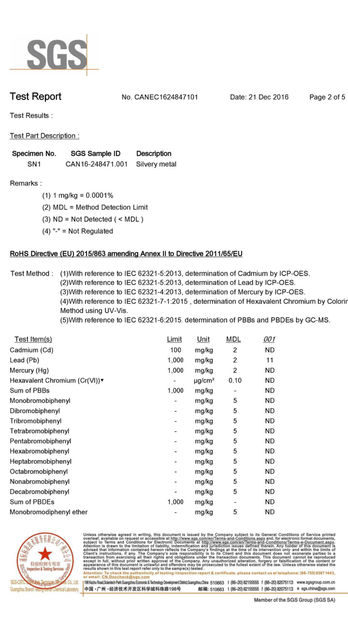
COMPOSIZIONE CHIMICA NOMINALE (WT %)
| Ni | Al | Altri totali |
| 93,0 | 4.0-5.5 | 1,7 massimo |
PARAMETRI RACCOMANDATI DELLO SPRUZZO:
| Diametro | Pressione d'aria | Tensione | Amperaggio | Contrappeso |
| 1/16» (1.6mm) | *50-60 PSI | *29-30 | *100-200 | *3-6 in (8-15 cm) |
* i parametri sono tipici e possono variare secondo attrezzatura utilizzata. Contatti il vostro produttore di macchinari per i parametri ottimali dello spruzzo
DIMENSIONI STANDARD & IMBALLARE:
| Diametro | Imballaggio |
| 1/16» (1.6mm) | 15kg/spool |
![]()
FAQ
Dettagli di contatto
Ohmalloy Material Co.,Ltd
Persona di contatto: Mr. Qiu
Telefono: +8613795230939
Invia la tua richiesta direttamente a noi
Più Cavo termico dello spruzzo
-
Filtro di alluminio a spruzzatura termica
-
Cavo termico dello spruzzo Zn85Al15
-
Cavi termico solido dello spruzzo Ni95Al5 rendimento elevato 2mm/di 1.6mm con l'iso/il CE
-
Resistenza della corrosione del cavo di Monel 400 di ripristino dell'elemento a macchina buona
-
ERNiCrMo-4 Filato di elettrodo brillante di 2,5 mm con allungamento del 27% per saldatura C-276 e Ni-Cr-Mo
-
OHMALLOY NiAl95/5 Filtro a spruzzo termico Filtro solido in lega NiAl 1.6mm/2mm Certificato ISO/CE