|
|
|




















|
|


Sono ora online in chat
Certificazione
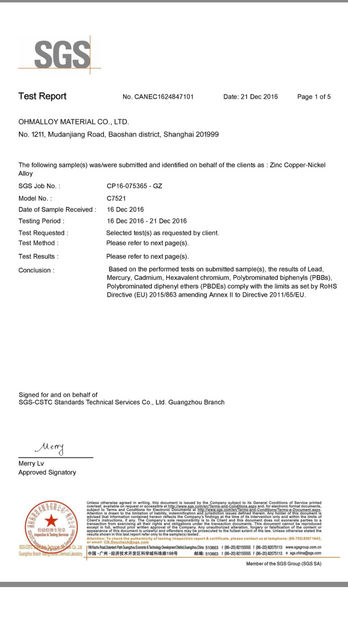
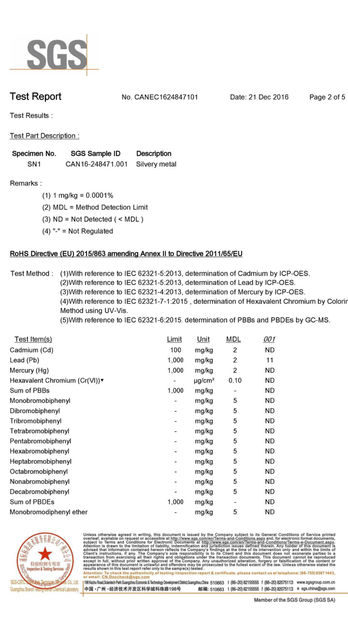
lega di sigillatura di vetro di espansione ASTMB166 FeNi52 di 3000mm
|
|
Dettagli:
Termini di pagamento e spedizione:
|







Descrizione di prodotto dettagliata
| Standard: | ASTMB166 | Superficie: | Bright&Block |
|---|---|---|---|
| OD: | 0.2~80mm | Parete: | 0.01~10mm |
| Lunghezza: | 0.2~6000mm | Mestiere: | Stiratura a freddo |
| forma: | Metropolitana | Nome comune: | FeNi52 |
| Applicazione: | Sigillamento di vetro | Ni%: | 51.5~52.5 |
| Evidenziare: | Lega di vetro di sigillamento FeNi52,Lega di vetro di sigillamento ASTMB166,leghe ad alta temperatura di 3000mm |
||
Tubi della lega 52/NILO 52 della stiratura a freddo 32mmx1mmx3000mm (lega del sigillamento-vetro)
Descrizione di prodotto
La lega fissa di espansione del ferro-nichel è una serie di leghe fisse di espansione che possono essere abbinate con vetro molle e ceramica con differenti coefficienti di espansione in una gamma di temperature data regolando il contenuto del nichel. Aumento il coefficiente di espansione e del punto di curie con l'aumento del contenuto del nichel. Questo oro di combinazione è un materiale di sigillatura ampiamente usato della struttura nell'industria del vuoto elettrica
Composizione chimica
| Grado | C% | P% | S% | Mn% | Si% | Cu% | Cr% | Mo% | Ni% | Co% | Fe% |
| Alloy52 | 0,05 massimo | 0,020 massimo | 0,020 massimo | 0,80 massimo | 0,30 massimo | / | / | / | 51.5~52.5 | / | Bal. |
Specifiche
| Grado | Nome comune | Nome comune |
| Lega | Vacodil520 | NILO 52 |
Proprietà fisiche
| Grado | Densità | Resistività |
| Kovar | 8,25 g/cm3 | 0,43 |
![]()
Granulometria di Alloy52
La granulometria della lega che imbutisce la cinghia non dovrebbe essere più di meno di Livello 7 e la granulometria più di meno del Livello 7 non dovrebbe superare 10% dell'area. Quando la granulometria media della striscia con uno spessore di meno di 0.13mm è stimata, il numero dei grani lungo lo spessore della striscia dovrebbe essere niente di meno che 8.
Prestazione di saldatura di Alloy52
L'oro combinato ha buon saldando la prestazione e può essere brasato e macchiare saldato. La combinazione di oro e di vetro molle dovrebbe pre-essere ossidata prima della sigillatura.
Coefficiente di espansione
| Lega | Coefficiente lineare di espansione termica a, 10-6/°C | |||||||
| 20-200°C | 20-300°C | 20-350°C | 20-450°C | 20-500°C | 20-600°C | 20-700°C | 20-800°C | |
| Kovar | 10,4 | 10,2 | 10,3 | 10,3 | 10,3 | 10,8 | / | / |
Trattamento termico per Alloy52
(1) la ricottura di distensione della tensione per eliminare la tensione residua delle parti dopo avere lavorato, ricottura di distensione della tensione è richiesta: 430~540℃, conservazione 1~2h di calore, raffreddamento della fornace o raffreddamento a aria. [1]
(2) ricottura intermedia per eliminare il fenomeno di incrudimento causato dalla lega nel corso del laminare a freddo, della stiratura a freddo e della timbratura fredda, per facilitare l'elaborazione continuata. Il pezzo in lavorazione deve essere riscaldato a 700~800℃ in un vuoto o in un'atmosfera protettiva per 30~60min, poi fornace raffreddata, aria raffreddata o l'acqua estiguuta.
(3) il trattamento quando l'oro combinato è usato come materiale di sigillatura, dell'Pre-ossidazione dovrebbe pre-essere ossidato prima della sigillatura. Un'uniforme e un film di ossido denso è formata sulla superficie della lega. Le parti sono riscaldate in idrogeno bagnato saturato a 1100°C per 30 minuti e poi sono ossidate nell'aria circa a 800°C per 5-10 minuti. L'obesità delle parti dovrebbe essere 0.1~0.3mg/cm2
Profilo aziendale
![]()
Foto del cliente
![]()
Mostra
![]()
Processo di produzione
![]()
Prova Equirement
![]()
![]()
Spedizione
![]()
Contattici
![]()
Dettagli di contatto
Ohmalloy Material Co.,Ltd
Persona di contatto: Mr. Qiu
Telefono: +8613795230939
Invia la tua richiesta direttamente a noi
Più leghe ad alta temperatura
-
Lega Antivari di Inconel625 NiCr22Mo9Nb Rod High Temperature Corrosion Resistance
-
Inconel 625 / UNS N06625 filo in lega di precisione
-
Laminati e fogli in lega di nichel GH3030 per resistenza alla corrosione ad alta temperatura e plasticità per accessori aeronautici
-
Aerospace Grade Inconel X-750 Wire (UNS N07750 ) Creep-Resistant Nickel Alloy for High-Temperature Springs
-
X 750 Inconel 600 Filo in lega di nichel 601 Prezzo Barra Inconel600
-
Nastro in lega Ag50Cu50, alta conduttività, resistenza all'ossidazione